Метрические резьбы (рис.1) применяют главным образом в винтовых соединениях деталей. Тугие метрические резьбы применяются для посадки шпилек в корпусы изделий и в других подобных случаях, когда требуется устранить возможность вывинчивания шпильки при отвинчивании гайки или ее самоотвинчивания без дополнительных крепежных деталей. Стандартами на метрические резьбы предусматриваются элементы резьбы диаметров до 1 мм (0,25-0,9 мм) и свыше 1 мм (1-600 мм). Угол профиля метрических резьб составляет 60°.
Шаг метрических резьб измеряется в миллиметрах.
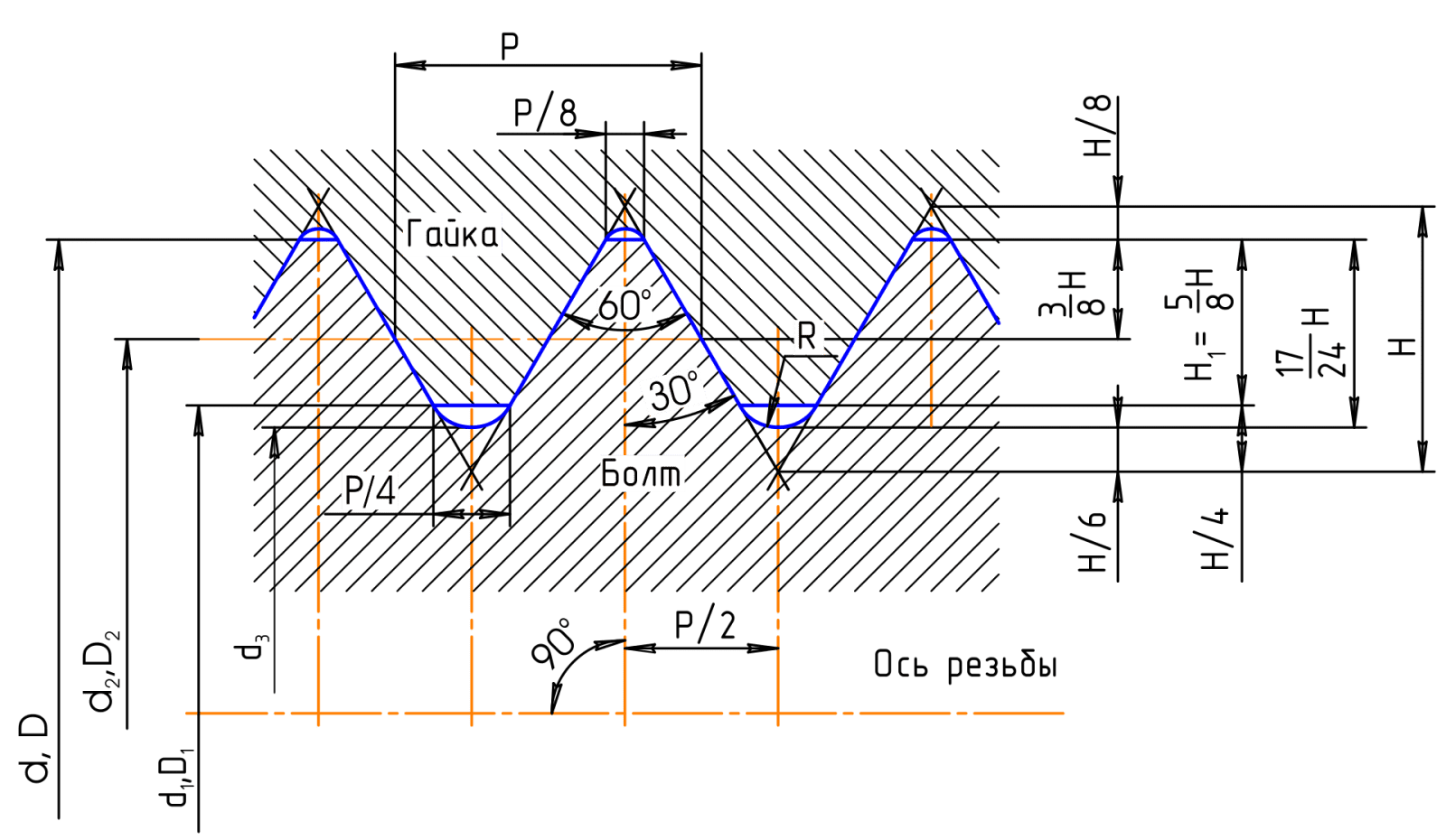
Рис.1. Метрическая резьба
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
Шаг (P) – расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
D1 = D−2×(H−2c)
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
Высота исходного треугольника резьбы (H).
Срез резьбы (с).
Угол конуса конической резьбы (∅ ).
).
Угол подъёма резьбы (ψ):
Стандарты для метрической резьбы:
- ГОСТ 24705-2004 (ИСО 724:1993) «Резьба метрическая. Основные размеры»;
- ГОСТ 9150-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Профиль»;
- ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги»;
- ISO 965-1:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики»;
- ISO 965-2:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности»;
- ISO 965-3:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы»;
- ISO 965-4:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальванизированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации»;
- ISO 965-5:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации»;
- ISO 68-1 «Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба»;
- ISO 261:1998 «Резьбы метрические ИСО общего назначения. Общий вид»;
- ISO 262:1998 «Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек»;
- BS 3643 «ISO metric screw threads»;
- DIN 13-12-1988 «Резьбы метрические ISO основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов»;
- ANSI B1.13M, ANSI B1.18M «Метрическая резьба М с профилем, базирующимся на стандарте ISO 68».
Условные обозначения в маркировках резьбы: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в мм, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36×1,5; такая же по диаметру и шагу, но левая резьба М36×1,5LH. Эти параметры могут быть нанесены на инструмент в разных местах и не иметь обозначения М, таким образом, числа 36 и 1,5, нанесенные в разных местах, обозначают М36×1,5. Также на советском и российском инструменте часто встречается сокращенная маркировка мелкого шага, например, 2М16 или 1М16, что означает «М16, мелкая, вторая» или «М16, мелкая, первая», соответственно. В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
Таблица 1. Основные шаги метрической резьбы для диаметров 0,25-0,9 мм
| М0,25 | М0,3 | М0,35 | М0,4 | М0,45 | М0,5 | М0,55 | М0,6 | М0,7 | М0,8 | М0,9 |
| 0,075 | 0,08 | 0,09 | 0,1 | 0,1 | 0,125 | 0,125 | 0,15 | 0,175 | 0,2 | 0,225 |
Таблица 2. Основные шаги метрической резьбы для диаметров 1-600 мм
| Диаметр резьбы d=D | Шаг | Средний | Внутренний | Рабочая высота профиля резьбы | ||
| Ряд | резьбы Р | диаметр | диаметр | H1 | ||
| 1 | 2 | 3 | d2=D2 | d1=D1 | ||
| 2 | 0,4 | 1,74 | 1,567 | 0,217 | ||
| 2,2 | 0,45 | 1,908 | 1,713 | 0,244 | ||
| 2,5 | 0,45 | 2,208 | 2,031 | 0,244 | ||
| 3 | 0,5 | 2,675 | 2,469 | 0,271 | ||
| 3,5 | 0,6 | 3,11 | 2,851 | 0,325 | ||
| 4 | 0,7 | 3,545 | 2,242 | 0,379 | ||
| 4,5 | 0,75 | 4,013 | 3,688 | 0,406 | ||
| 5 | 0,8 | 4,48 | 4,134 | 0,433 | ||
| 6 | 1 | 5,351 | 4,918 | 0,541 | ||
| 7 | 1 | 6,351 | 5,918 | 0,541 | ||
| 8 | 1,25 | 7,188 | 6,647 | 0,677 | ||
| 9 | 1,25 | 8,188 | 7,647 | 0,677 | ||
| 10 | 1,5 | 9,026 | 8,376 | 0,812 | ||
| 11 | 1,5 | 10,026 | 9,376 | 812 | ||
| 12 | 1,75 | 10,863 | 10,106 | 0,947 | ||
| 14 | 2 | 12,701 | 11,835 | 1,083 | ||
| 16 | 2 | 14,701 | 13,835 | 1,083 | ||
| 18 | 2,5 | 16,376 | 15,294 | 1,353 | ||
| 20 | 2,5 | 18,376 | 17,294 | 1,353 | ||
| 22 | 2,5 | 20,376 | 19,294 | 1,353 | ||
| 24 | 3 | 22,051 | 20,752 | 1,624 | ||
| 21 | 3 | 25,051 | 23,752 | 1,894 | ||
| 30 | 3,5 | 27,727 | 26,211 | 1,894 | ||
| 33 | 3,5 | 30,727 | 29,211 | 1,894 | ||
| 36 | 4 | 33,402 | 31,67 | 2,165 | ||
| 39 | 4 | 36,402 | 33,67 | 2,165 | ||
| 42 | 4,5 | 39,077 | 37,129 | 2,436 | ||
| 45 | 4,5 | 42,077 | 40,129 | 2,436 | ||
| 48 | 5 | 44,752 | 42,587 | 2,706 | ||
| 52 | 5 | 48,752 | 46,587 | 2,706 | ||
| 56 | 5,5 | 52,428 | 50,046 | 2,977 | ||
| 60 | 5,5 | 56,428 | 54,046 | 2,977 | ||
| 64 | 6 | 60,103 | 57,505 | 3,248 | ||
| 68 | 6 | 64,103 | 61,505 | 3,248 | ||
